|

| Thanks for the help everyone. We were already done before we got some of the suggestions.
We ended up running the welder at 26 volts and 475 on the wire speed. I did grind a bevel on the 4x6. We heated the plate up to around 200 degrees. I can't imagine how long it would have taken to get it cherry red as I do not have a rosebud so I was using my biggest cutting tip. We had two plates that needed to be welded so we heated one for awhile, then the other and kept switching back and forth hopefully giving the heat time to evenly spread through the whole plate.
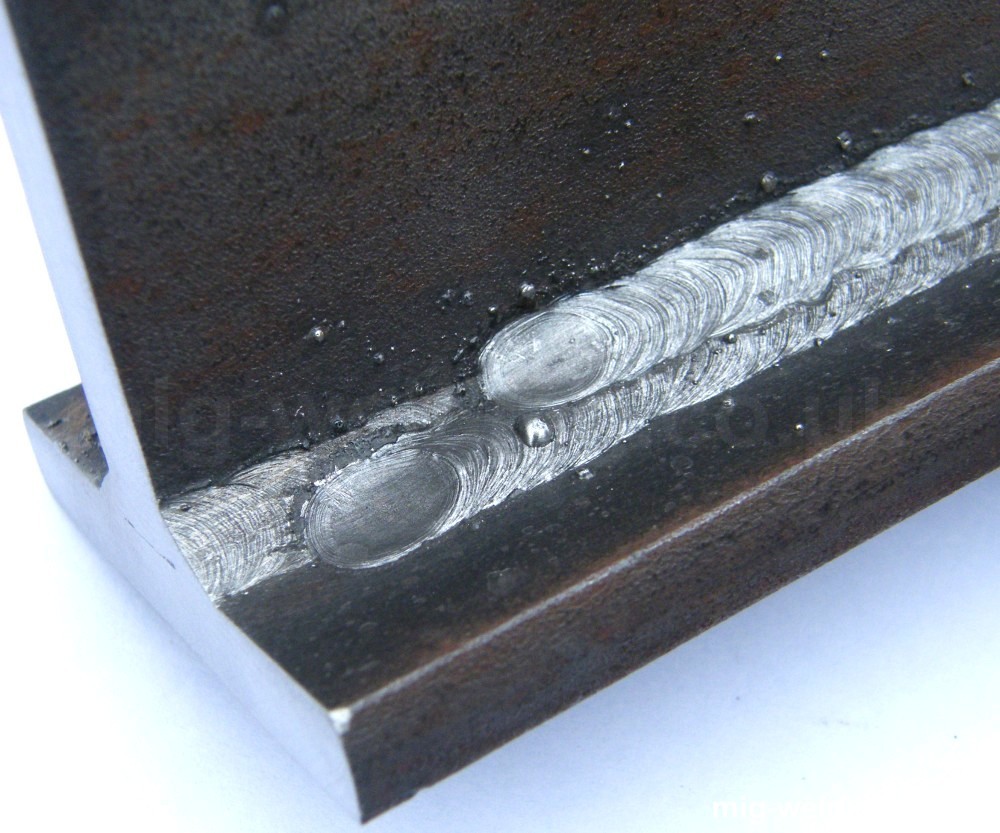
Next I welded all the way around each 4x6 and then made a second pass on the lower side of the first weld and then made a third pass slightly higher than the first weld. It's been long enough since high school welding class that I don't know what that process is called but it looks like this fillet weld (maybe not quite that smooth). Is a fillet weld only a fillet weld when it's a T like that or is it still called a fillet weld when you're using tubing?
Anyway, I did not put a torch to it to let it cool down more slowly. Hopefully that won't hurt it too much. For as much as it's overbuilt, I can't imagine it being a problem, but I guess I'll know more in 10 years or less. The steel was 50 degrees before we started preheating so surely it's better off than it would have been.
Thanks for the help everyone. | |
|
 Pre-heating thick metal before welding
Pre-heating thick metal before welding


{kind=link}